会“喷墨”的3D打印:揭秘三维喷印(3DP)技术
当我们谈论3D打印时,脑海里可能浮现的是塑料层层堆叠或激光烧结金属的场景。但有一项技术,它与办公室的喷墨打印机有着奇妙的“血缘关系”,能打印出逼真的全彩模型,这就是我们今天要探讨的主角——三维喷印(3D Printing, 简称3DP),在技术上更常被称为粘合剂喷射(Binder Jetting)。
技术起源:来自MIT的灵感
三维喷印技术的核心构想源自麻省理工学院(MIT) 在20世纪90年代的专利。其灵感朴素而精妙:既然喷墨打印机可以将墨水精确地喷射到纸张上形成二维图像,那么能否将“墨水”换成粘合剂,喷射到粉末床上,一层层粘出一个三维物体呢?正是这个想法,催生了这项独特的增材制造工艺。
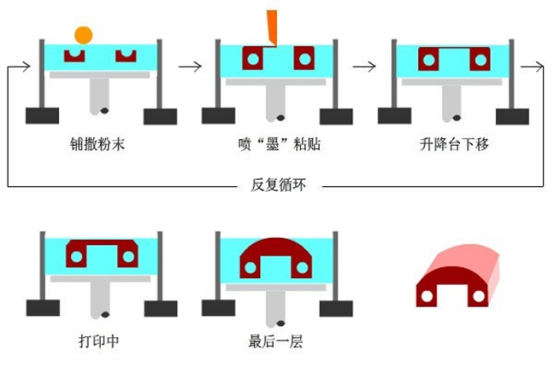
图:3DP设备通过喷胶粘结粉末材料
工作原理:“微粘合”的层层构筑
与使用热熔塑料或高强度激光的技术不同,3DP技术的工作过程温和而高效,核心在于 “选择性粘合”。
1. 铺设粉末层:在构建平台上,铺设一层极薄(通常0.1毫米厚)的原材料粉末。这些粉末可以是石膏、砂子、陶瓷或塑料等。
2. 喷墨“粘合”:一个类似喷墨打印机的多孔喷头,根据电脑切片模型的数据,在粉末层需要成型的截面上,精准喷射微滴粘合剂。
3. 渗透与固化:粘合剂液滴迅速渗透并润湿周围的粉末颗粒,通过化学反应或物理作用,将它们局部粘结固化,形成该层的固体截面。未被喷射的区域仍是松散粉末,自然成为支撑。
4. 循环与堆积:一层完成后,构建平台下降,铺粉辊再次铺上新的粉末层,重复喷射粘合的过程。如此循环,物体在粉末箱中被“埋”着生长出来。
5. 后处理取件:打印完成后,将整个粉末箱取出,小心地刷开或吹掉包裹物体的松散粉末,一个完整的“生坯”部件便显现出来。根据材料不同,它通常还需要浸渍增强剂(如氰基丙烯酸酯)来强化,或进行烧结定形。

动态示意:3DP技术工作流程示意图:铺粉 -> 喷射粘合 -> 重复循环 -> 后处理取件
显著优势:
· 卓越的色彩表现:通过在粘合剂中加入彩色染料,可以实现全彩色3D打印,尤其适合制作地形图、人像、产品外观原型等对颜色保真度要求高的模型。
· 无需额外支撑:松散粉末在打印过程中自然支撑悬空结构,打印完成后易于清理,极大简化了后处理流程。
· 打印速度快:由于是整层铺粉、面状喷射粘合,而非激光逐点扫描,在构建大体积物体时速度优势明显。
· 材料适用广:除了常见的石膏复合材料,还可用于铸造用砂型的直接打印(用于翻铸金属件),以及陶瓷、部分金属粉末的成型。
· 相对成本较低:设备运行能耗较低,部分材料(如石膏基)成本相对亲民。
固有局限:
· 部件强度较低:即使经过后处理浸渍,其“生坯”部件的机械强度通常低于SLS或FDM技术打印的实体件,更多用于展示、验证而非功能测试。
· 表面相对粗糙:由于是粉末颗粒粘合而成,即使层厚很薄,表面仍会呈现一定的颗粒感或“粉笔”质感,精细度不如光固化技术。
· 可能需繁琐后处理:取件和清理松散粉末的过程可能比较耗时,且部件通常需要进行增强处理才能使用。

图:Z Corp公司的Z650 3DP设备及其制作的彩色模型。
应用领域:从艺术展示到工业铸造
3DP技术凭借其优势,在特定领域大放异彩:
· 全彩原型与展示模型:这是其最经典的应用。在产品设计、建筑设计、地理信息、医疗教育(如彩色解剖模型)等领域,用于制作外观逼真、色彩准确的展示和沟通模型。
· 快速铸造:工业级3DP设备可以直接打印用于金属铸造的砂型或陶瓷型。这绕开了传统的模具制造,特别适合单件、小批量的复杂铸件生产,在航空航天、发动机等领域有重要应用。
· 创意设计与艺术品:为艺术家和设计师提供了将数字色彩作品直接转化为三维实体的工具。
· 功能原型初验:虽然强度有限,但仍可用于检查零件的装配关系、外形尺寸和空间布局。
总结与展望
三维喷印(3DP)技术就像3D打印世界中的“彩色画笔”,它以独特的粘合剂喷射路径,在粉末的画布上“绘制”出色彩斑斓的立体对象。它可能不是最强韧的制造技术,但在追求色彩表达、快速原型和特定工业应用(如铸造) 方面,它提供了一种高效且直观的解决方案。
随着材料科学的发展,如金属粘合剂喷射技术的成熟,3DP正在从原型制造走向直接生产,未来有望在更广阔的工业领域发挥潜力。它提醒我们,3D打印的魅力正在于其多样性——不同的技术,共同塑造着“所想即所得”的未来制造图景。